


Welding is a process of joining two metal pieces as a result of significant diffusion of the atoms of the welded pieces into the joint (weld) region.Welding is carried out by heating the joined pieces to melting point and fusing them together (with or without filler material) or by applying pressure to the pieces in cold or heated state.There are the classification of welding process:
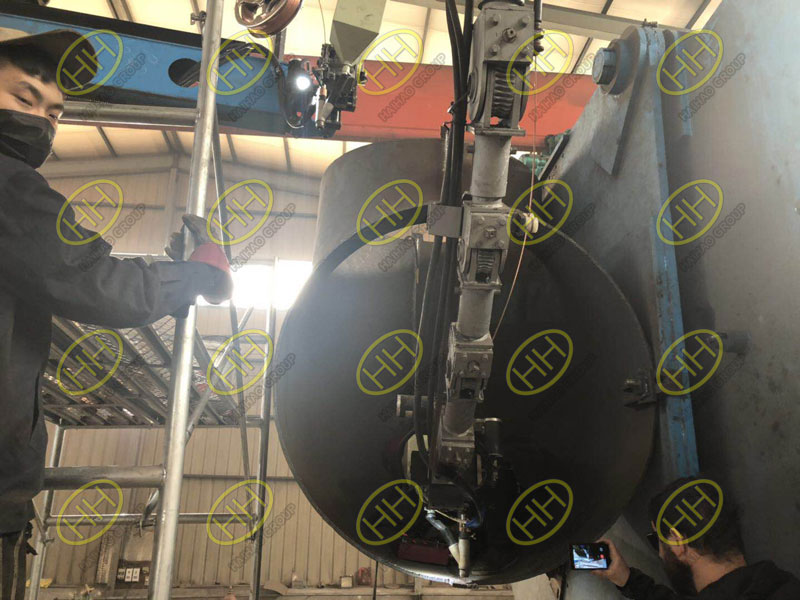
The automatic welding production of large-diameter elbows in Haihao Group
1.Root welding
The purpose of down-welding for long-distance pipelines is to use large welding specifications and relatively little welding material consumption to achieve improved efficiency and cost savings, and many welders still use the customary pipelines with large gaps and small blunts for all-up welding. It is unscientific and uneconomical to use the edge parameter of the edge as a downward welding technique for the pipeline. Such counterpart parameters not only increase the unnecessary consumption of welding consumables, but also increase the probability of welding defects as the consumption of welding consumables increases. Moreover, the repair of root defects is more difficult than the defects generated in filling the cover surface, so the selection of the root welding parameters is very important, the general gap is between 1.2-1.6mm, and the blunt edge is between 1.5-2.0mm.
When performing root welding, the electrode is required to form an angle of 90 degrees with the axis of the pipe and point to the axis. The correct electrode posture is the key to ensuring the formation of the back of the root weld, especially in ensuring that the root weld bead is located in the center of the weld and eliminated Bite and one side are not fully penetrated. When the longitudinal angle of the electrode is adjusted, the penetration ability of the electrode can be changed. Since it is generally impossible to obtain a completely uniform groove gap and blunt edge, the welder must be required to adjust the arc by adjusting the longitudinal angle of the electrode. The penetration force to adapt to the joint groove and welding position. The electrode should be kept in the center of the joint, unless the arc blows. The welder can eliminate the arc blow by adjusting the angle between the electrode and the axis of the pipe and keeping the arc short, otherwise the inside of the single-sided groove to which the arc blows will bite inside, and the other side will not be fully penetrated.
For the control of the weld bead molten pool, in order to obtain a well-formed root weld bead, always keep a small during the root welding process. The visible molten pool is the key. If the molten pool becomes too large, it will immediately cause internal Bite or burn through. Generally, the size of the molten pool is 3.2mm long. Once a small change in the molten pool size is found, it is necessary to immediately adjust the electrode angle, current and other measures to maintain the proper molten pool size.
Change some influencing factors to eliminate defects
Root welding root cleaning is the key to ensuring the quality of root welding in the entire weld. The main point of root welding root cleaning is to clear the convex weld bead and rail line. If the root cleaning is excessive, it will cause the root welding to be too thin, which is easy during hot welding. If burn-through occurs and the cleaning is insufficient, slag inclusions and pores are likely to occur. To clean the root, use a 4.0mm thick disc-shaped grinding wheel. Our welders usually like to use 1.5 or 2.0mm reworked cutting discs as welding slag removal tools, but 1.5 or 2.0mm cutting discs are often prone to deep grooves, which will result in incomplete fusion or slag inclusion in the subsequent welding process, resulting in rework, At the same time, the slag loss and slag removal efficiency of 1.5 or 2.0mm cutting discs are not as good as 4.0mm thick disc-shaped grinding discs. For the removal requirements, the rail lines should be removed, and the back of the fish should be repaired to be nearly flat or slightly concave.
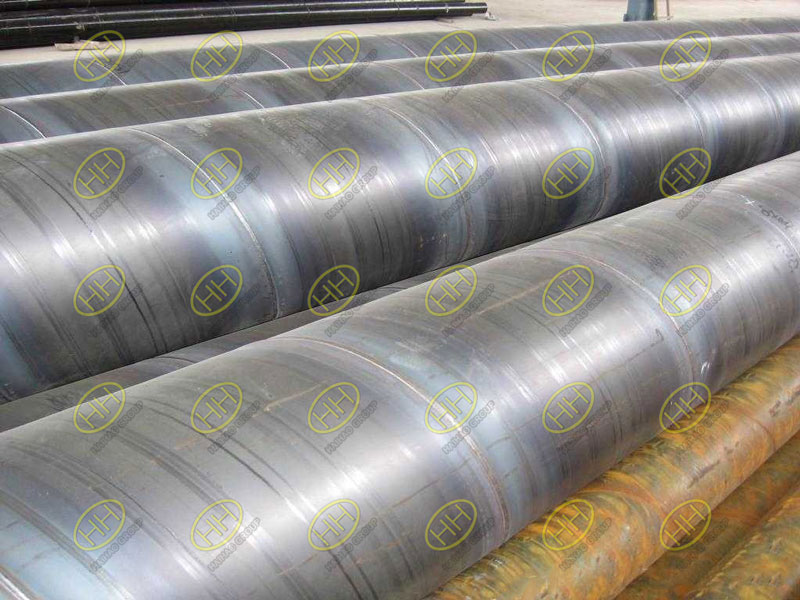
Spiral submerged arc welding steel pipes SSAW pipes
2.Hot welding
Hot welding can only be carried out under the premise of root welding cleaning to ensure the quality, usually the gap between hot welding and root welding can not be longer than 5min. The semi-automatic protection welding usually adopts a trailing angle of 5 degrees to 15 degrees, and the welding wire forms an angle of 90 degrees with the management axis. The principle of the hot weld bead is not to make or to make a small pair of lateral swings. Under the condition of ensuring that the arc is located at the front of the molten pool, descend with the molten pool at 4 o’clock to 6 o’clock; the position from 8 o’clock to 6 o’clock should be properly carried out. Swing laterally to avoid over-protruding weld bead in the area of overhead welding.
For the removal of arc starting and closing air holes, you can pause at the starting point to facilitate the gas floating out of the molten pool, or use overlapping arc starting and closing arcs is the most effective way to solve the arc starting and closing air holes; After completion, use 4.0mm thick disc-shaped grinding wheel to remove the convex bead.
If the root welding is burned out during the hot welding process, the semi-automatic protection welding should not be used for repair, otherwise dense pores will appear in the repair weld. The correct process is to stop the semi-automatic protection welding immediately when it is found to be burned through, and to grind the root weld burned through, especially the two ends of the burn through into a gentle slope transition, according to the root welding process requirements, use manual cellulose electrode to burn the burned through Carry out repair welding, and wait for the welding seam temperature at the repair welding place to drop to 100 degrees to 120 degrees, and then continue the welding according to the normal hot bead semi-automatic protection welding process.
The selection principle of the hot bead process parameters is based on the principle that the root weld bead is not burned through. The high wire feed speed and the welding voltage matching the wire feed speed are used as much as possible. The advantages are: high welding can be obtained Speed, high wire feed speed can obtain a large penetration depth, and a large arc voltage can obtain a wide molten pool, which can make the residual slag after the root weld pass cleared, especially the hidden slag melt in the rut line of the root weld pass Out, float to the surface of the molten pool, and can obtain concave weld bead, reducing the labor intensity of hot weld bead slag removal.
In principle, the slag removal of the hot bead requires the wire wheel to remove the slag, and the slag that cannot be partially removed requires the grinding wheel to be removed. Partial convex bead requires 4.0mm thick disc-shaped grinding wheel to remove the protruding part (mainly occurs at 5: 30-6: 30 o’clock position), otherwise it is easy to produce cylindrical pores Welding slag is not allowed on the weld bead, because the presence of the welding slag will affect the electrical conductivity of the filling arc, causing instantaneous arc interruption and the formation of local dense pores.

Weld Flange Flange Pipe And Tee Butt Welding Joint
3.Fill welding
Filling the weld bead can only be carried out under the premise of ensuring the welding quality of the hot bead. The welding requirements of the filler welding are basically the same as that of the hot welding. After the filling bead is completed, it is required that the filling welding be 2 to 4 points and 8 to 10 points are basically flush with the surface of the base metal, and the remaining margin of the groove should not exceed 1.5mm at the maximum, to ensure that the welding of the cover surface is vertical. There will be no porosity in the position or lower than the base material. If necessary, fill welding is required to add a vertical fill welding. Vertical filling welding is only when the filling bead is between 2-4 o’clock and 10-8 o’clock. When the filling welding is completed, the filling surface is much different from the groove surface at the above position, such as direct cover, complete the bead After that, when the welding seam surface is lower than the base material surface at the above position, a vertical filling welding is added. Vertical filling welding must be completed once after starting the arc, and the arc must not be interrupted during the welding process, because the welded joint at this position is prone to dense joint porosity. Vertical filler welding usually does not oscillate laterally and descends with the molten pool. A slightly convex or flat filler bead surface can be obtained at the vertical welding position. This can avoid the concave shape of the weld surface of the cover surface and the center of the weld bead being lower than the base metal. The principle of selection of welding process parameters for vertical filling welding is relatively high welding wire feed speed and relatively low welding voltage, which can avoid the occurrence of porosity.
4.Cover welding
Only under the premise of ensuring the quality of filling welding, can the cover surface welding be performed. Due to the high deposition efficiency of semi-automatic protection welding, special attention should be paid to the selection of welding process parameters when welding the cover surface. The key to the selection of process parameters is wire feed speed, voltage, trailing angle, dry elongation and welding speed. In order to avoid blowholes, a higher wire feed speed, a lower voltage (approximately one volt lower than the voltage matching the normal wire feed speed), a longer dry elongation, and a welding speed to ensure the welding arc Always be in front of the welding pool. At 5 o’clock to 6 o’clock, 7 o’clock to 6 o’clock, the dry elongation can be increased to push welding, so that a thin bead layer can be obtained to avoid the excess height at the back welding part of the bead. In order to eliminate the welding holes caused by the cover welding on the uphill and vertical welding parts, it is usually necessary to weld the vertical welding part at one time. It is strictly prohibited to produce welded joints at 2 o’clock-4:30, 10 o’clock-8:30. , So as to avoid the formation of stomata. In order to avoid the occurrence of air holes in the joints of the uphill climbing parts, the welding seam between 4:30 and 6 o’clock, 8:30 and 6 o’clock, and then 12 o’clock-4:30 o’clock and 12 o’clock are welded The weld between the bell and the half past eight o’clock can effectively avoid the occurrence of air holes in the joints of the climbing slope. The welding process parameters of the cover welding are basically the same as the hot welding, but the wire feeding speed is slightly higher.
5.Semi-automatic welding control of welding defects
The key to the operation of semi-automatic protection welding is to take advantage of the situation. Always keep the welding arc in front of the welding pool during the welding process and the thin layer fast multi-pass welding is the key to overcome all welding defects. Avoid hardness to obtain a large single-pass weld thickness And pay attention to the stability of the welding process. The welding quality is mainly related to the five welding process parameters of wire feed speed, welding voltage, dry elongation, trailing angle, welding walking speed. Change any one, and the remaining four parameters must be done. Adjust accordingly.



