


Long-distance pipeline need some welding methods,the process as follows:
First, manual welding
(1) Arc welding of electrodes is sensitive and cumbersome, and has strong conformability. At the same time, due to the continuous improvement of electrode performance, its deposition efficiency and mechanical properties can still meet the requirements of today’s pipelines. In particular, welding welding is more commonly used. . The electrodes are cellulose-type electrodes and low-hydrogen type electrodes. The organic separation of the two methods of down welding and upward welding and the good root welding compliance of cellulose electrodes are still not replaceable by other welding methods in many places.
(2) Manual tungsten-arc welding has good welding quality and no back slag on the back. It is commonly used to stop the import and export of ballast machines, ball valves and other equipment, as well as the process pipelines with smaller diameter and thinner wall thickness. Welding device welding. The TIG welding method requires strict stop of groove settlement before welding and windproof measures during welding.

Weld Flange Flange Pipe And Tee Butt Welding Joint
Second, semi-automatic welding
(1) Semi-automatic welding of self-shielded flux-cored wire This technology was first applied to the Kuqin Line Pipeline Project in 1996, and subsequently applied in pipeline projects in Sudan, Lancheng County, and Shibuyinlan City. This welding method is sensitive to operation, environmental compliance can be strong, welding deposition efficiency is high, welding quality is good, welders are easy to control, welding qualification rate is high, is an important filling, cap welding method in the current domestic pipeline engineering.
(2) Semi-automatic welding of CO2 gas protection With the improvement of the characteristics of the welding power source, the splash problem of CO2 gas shielded arc welding has been fundamentally dealt with after controlling droplets and arc patterns, and has begun to play an important role in pipeline welding, such as STT type CO2 inverse. Variable welding machine applications. This kind of welding method is sensitive to operation, welders are easy to control, have strong conformability to different grooves, good welding quality, high welding efficiency, and weld bead lubrication, but the welding process is greatly affected by the ambient wind speed. The STT semi-automatic root welding request nozzle group insists on the average disagreement of the counterpart gap during the process, otherwise it will produce defects such as the edge of the groove not being fused and the slag inclusion in the subsequent filling and capping bead.
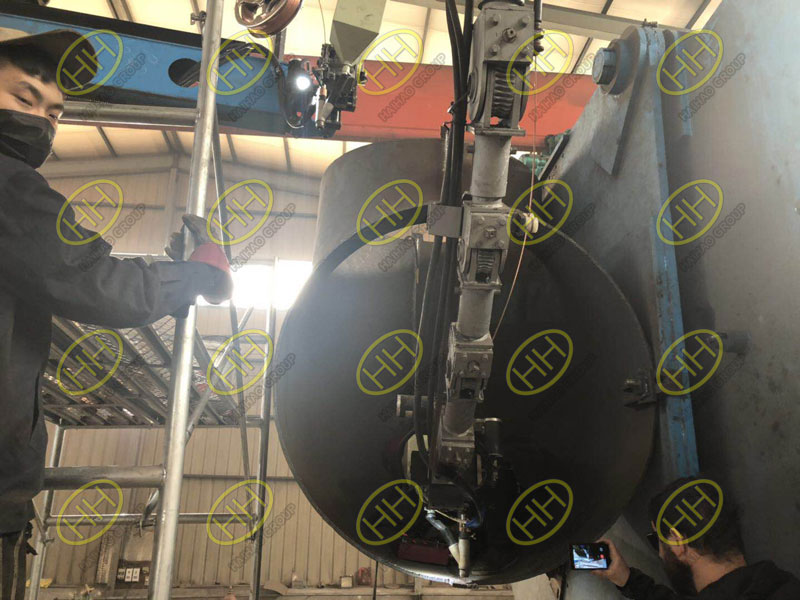
The automatic welding production of large-diameter elbows in Haihao Group
Third, automatic welding
Automatic welding can be applied to root welding and filling and cap welding. The automatic root welding method adopts automatic internal welder or external welder single-side weld double-sided molding.
(1) The automatic welder used in the “West-East Gas Pipeline” pipeline project of the internal welder is a pipe root welding machine for Φ1016mm pipe diameter. The internal welder and the CNPC Natural Gas Pipeline Bureau, which were purchased by British NOREAST Company, respectively. PIW3640 internal welder. Its characteristic is that the range of applicable pipe diameter is narrow, the equipment investment is larger at one time, but the welding efficiency is very high, the root welding of the Φ1016mm steel pipe takes about 70 seconds. Since the welding is stopped in the steel pipe, the influence of the ambient wind speed during the welding process is relatively small, as shown in FIG. 1 .
(2) Automatic external welder single-sided welding double-sided forming root welding single-sided welding double-sided forming root welding equipment is mainly Italian PWT’s CWS.02NRT automatic external welding machine, and the United States LINCOLN’s STT power matching automatic external welding machine. The double-sided root welding equipment for single-side welding of automatic external welders handles the problem of single-sided double-sided root welding without backing. The root welding thickness reaches 4.5 mm, which is much higher than the welding thickness of internal welding machines (1 to 1.2mm), high welding efficiency, Φ1016mm steel root welding takes about 8 minutes. Due to the use of gas maintenance, the welding process is sensitive to the wind speed of the environment and windbreaks and other wind protection measures should be taken during construction.



